Gear generating process
The gear generating process is the first step in the gear manufacturing process. In this process, the gears are cut out of a solid piece of metal using a cutting machine. After the gears have been cut out, they are then sent to a grinding machine where their teeth are ground down until they reach the desired size. Next, the gears go through a polishing machine where the surface of the gears is polished smooth. Finally, the gears are inspected to make sure that they meet the standards set by the manufacturer.
This method of gear manufacturing is based on the fact that any two involute gears of the same module will mesh together. In this, one of the meshing gears is made as the cutter. The other gear rotates and also reciprocates along the width of the gear blank. Because of the relative rolling motion of the cutter and the blank, gear teeth are generated on the gear blank.
The gears may be generated by a rack cutter, pinion cutter, or a hob. Using the generating method, the profile of the gear teeth can be very accurately produced.
The following methods are generally used to produce gear.
Gear shaping
Gear shaping is done on a special type of machine called a gear shaper.
A pinion-type cutter is used in gear shaping. The cutter teeth are ground with a top rake and clearance. The cutter is mounted on a vertical spindle. The axes of a cutter and a blank are parallel. The cutter and the blank are made to rotate together as two gears that are in mesh. The apparent speeds of the cutter and the blank are the same. The cutter reciprocates in the vertical direction along the width of the blank.

The pinion cutter is fed radially into the gear blank to give the depth of cut. The cutter and blank slowly rotate together till all the teeth are generated on the blank. During each return stroke of the cutter, the blank is withdrawn. This is done to prevent rubbing of the cutting edges and damage to gear teeth being cut.
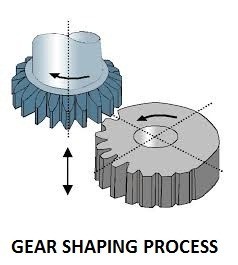
The different movements are given below:
1. Rotary motion of the cutter and the blank.
2. Vertical reciprocating motion of the cutter.
3. Radial feed of the cutter towards the blank.
4. Withdrawal motion of the blank away from the cutter during the return stroke.
Gear Planning
Here the cutter is in the form of an involute rack. It has the rake and clearance angles cut into it. The cutter is mounted on a reciprocating slide. The blank is mounted on a vertical arbor. The cutter is fed radially into the gear to give the depth of cut. The rack cutter reciprocates across the face of the blank.

The blank rotates. While reciprocating, the cutter also moves in a longitudinal direction, i.e., the cutter and the blank roll together as a rack and pinion.
Gear hobbing
Hobbing is the process of generating a gear by means of a rotating cutter called a hob. The hob has helical threads. Grooves are cut in the threads parallel to the axis. This will provide the cutting edges. Proper rake and clearance angles are ground on these cutting edges. The rotating hob acts like a continuously moving rack as it cuts.

The gear blank is mounted on a vertical arbor. The hob is mounted on a rotating arbor. The hob axis is tilted through the hob lead angle so that its teeth are parallel to the axis of the gear blank.
The hob is rotated at a suitable cutting speed. It is fed towards the gear blank. The hob and the gear blank are made to rotate in a correct relationship with each other. For one rotation of the hob, the gear is moved by one tooth.



Pingback: 20 Basic Mechanical Engineering Questions And Answers For Interview PDF For Success